Oprogramowanie do statystycznego sterowania procesami w czasie rzeczywistym
Dowiedz się więcej lub samodzielnie wypróbuj bezpłatne demo
Twój losowy wybór. Trafiony?
Pakiet konsultacji dostosowany do Twoich potrzeb.
Zachęcamy do lektury publikacji naszych ekspertów i trenerów, w których odpowiadają na wiele ciekawych pytań dotyczących różnych aspektów jakości i zarządzania.
Zagadnienie audytowania jakiegokolwiek procesu lub dokumentu jest zwykle bardzo obszerne i skomplikowane, nie jest to coś, czego można nauczyć się…
Czy graliście kiedyś w „Monopoly”? Czy wiecie, że gra w nią świetnie oddaje różnicę pomiędzy „Róbmy Pieniądze” a „Weźmy Wypłatę”?…
Przeczytałem ostatnio książkę Alana Portera „Psychologia” i znalazłem w niej opis jednego z eksperymentów psychologicznych, który przypomniał mi sytuacje spotykane…
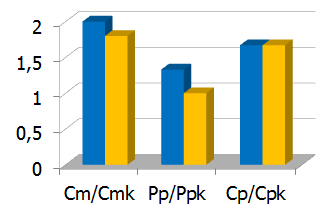
Praktycznie każdy dostawca w przemyśle motoryzacyjnym wyznacza wskaźnikami zdolności, a całkiem spora grupa rozumie skąd się biorą i co oznaczają.…
Analiza ryzyka staje się coraz powszechniej stosowanym narzędziem w systemach zarządzania jakością. Dobrze przeprowadzona i utrzymywana pozwala zminimalizować koszty złej…
Bogacenie się społeczeństw, technicyzacja, automatyzacja i komputeryzacja wywołują gwałtowny skok z jednej strony produktywności z drugiej zaś potrzeby nowego spojrzenia…
Firmy TorqSmooth Transmissions oraz Aluminium Parts toczą spór w kwestii reklamacji jakościowych dotyczących pierwszej wyprodukowanej partii wyrobów, będących korpusami mechanizmu różnicowego AWD nowej przekładni…
Kiedy firma Classen-Pol S.A. zwróciła się do nas o przygotowanie oferty na wdrożenie Systemu Zarządzania Środowiskowego zgodnego z normą PN-EN…
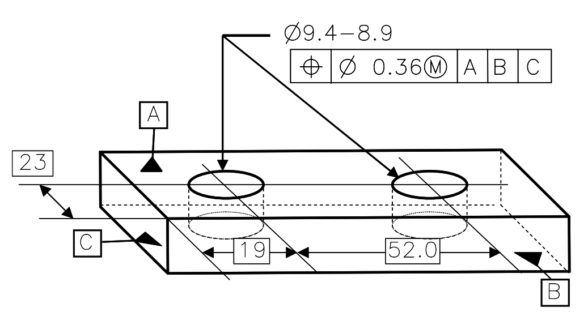
W nowej normie ISO 2692:2006 zdefiniowano wymaganie maksimum materiału, wymaganie minimum materiału oraz wymaganie wzajemności. Umiejętne zastosowanie tych wymagań…
Rok 2020 wydaje się nam dzisiaj czasem niepewności. Jednak za kilka lat będziemy postrzegali obecne wydarzenia jako czas zmian. Każda…
Podstawowym kryterium oceny stabilności procesu na kartach XR, XS czy też I-MR jest obserwacja przekroczeń granic kontrolnych (ang. control limits), nazywanych…
Jedną z podstawowych zasad, którą stosuję w pracy z zespołami, jest ustalenie, czy pojęcia których używamy, rozumiemy w podobny sposób.…
Pojęcia takie jak error-proofing, mistake-proofing czy poka-yoke są powszechnie używane w języku przemysłu motoryzacyjnego. Gdy mowa jest o błędach występujących…
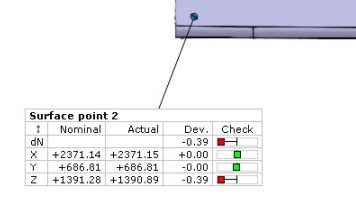
Współrzędnościowa technika pomiarowa, w odniesieniu do tradycyjnych przyrządów pomiarowych zyskuje przede wszystkim dzięki uniwersalności zastosowania oraz wizualizacji wyniku pomiaru. Maszyny…
FMEA (Failure Mode and Effects Analysis) czyli analiza rodzajów błędów oraz ich skutków polega na analitycznym ustalania związków przyczynowo-skutkowych powstawania…